一、龍門刨床的工藝分析
龍門刨床的主運動:
龍門刨床的刨削過程是工件(安裝在刨臺上)與刨刀之間作相對運動的過程。因為刨刀除進給運動外,(此運動一般由數控定位或手動定位)加工過程是不動的,所以龍門刨床的主運動就是刨臺頻繁的往復運動,變頻器所拖動的就是刨臺電機這種往復運動。所謂往復運動周期,是指刨臺每往返一次的速度變化過程。以某國產A系列龍門刨床為例,其往復周期如圖1所示。
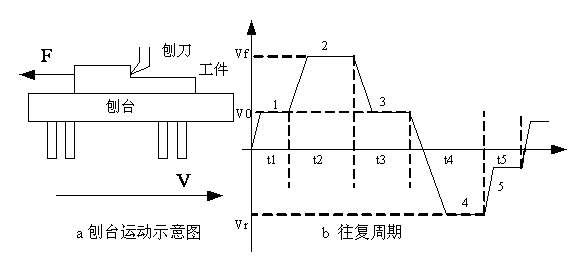
圖1 刨臺的往復周期
a)刨臺的運動示意圖 b)往復周期
圖中,Vf為線速度;t為時間。各時段(t1~t5)的工作狀況如下:
t1段: 刨臺起動、刨刀切入工件段。
為了減小在刨刀剛切入工件的瞬間,刀具所受的沖擊和防止工件被崩壞,v0速度較低。
t2段: 刨削段。
刨臺加速至正常的刨削速度vf 。
t3段: 刨刀退出工件段。
為了防止工件邊緣破裂,故將速度又降低為v0 。
t4段: 返回段。
返回過程是不切削工件的空載行程,為了節約時間,提高工作效率,返回速度應盡可能快一些,設為vr 。
t5段:緩沖段。
返回行程即將結束、再反向到工作速度之前,為了減小對傳動機構的沖擊,又應將速度降低為v0;之后,便進入下一周期,重復上述過程。注意:t4、t5時間段變頻器反轉。
二、刨臺運動的機械特性
以此刨床為例,說明如下:
1、刨臺運動的負荷特性
1)切削速度vQ≤25m/min,在這一速度段,龍門刨床允許的最大切削力相同。在調速過程中,負荷具有恒轉矩特性。
2)切削速度vQ>25m/min,由于橫梁與立柱等機械結構的強度所限制,允許的最大切削力隨速度的增大而減小。因此,在調速過程中負荷具有恒功率性質。
2、刨臺的傳動機構
分成兩擋,以45m/min為界,速度比為2:1。
三、刨臺運動的變頻調速
1、變頻調速方案的設計要點
1)電動機選型 一般來說,以選用變頻調速專用電動機為宜。
2)變頻器的選型 近年來,龍門刨床常常與銑床兼用,而銑削時的進刀速度約只有刨削時的1/100,故要求拖動系統具有良好的低速運行(即低頻力矩特性)性能。所以選用四方矢量變頻C320系列。
3)制動電阻與制動單元 如上述,刨臺在工作過程中,處于頻繁往復的運行狀態。為了提高工作效率、縮短輔助時間,刨臺的加、減速時間應盡可能的短。因此,直流回路中的制動電阻與制動單元是必不可少的。由于往復十分頻繁,故制動電阻的容量應比一般情況下的容量大1~2檔次。
2、刨臺往復運動的控制
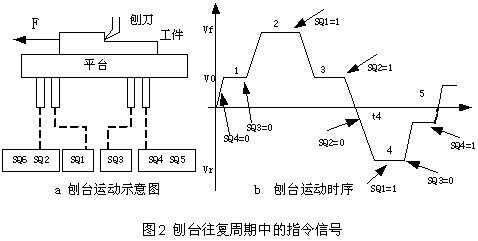
1)往復指令 刨臺在往復周期中,實現速度變化的指令信號,是由刨臺下面專用的接近開關的狀態得到的。接近開關的狀態由裝在刨臺下部的4個“接近塊”(相當于行程開關的擋塊,分別編以1、2、3、4號)的接近情況所決定,如圖2a所示。圖 中,為了直觀起見,仍用行程開關和擋塊來表示。SQ1、SQ2是用來決定刨臺的運行情況的;SQ5、SQ6是極限開關,用于對刨臺極限位置的保護。各接近開關在不同時序中的狀態如圖2b所示。圖中“1”表示接近開關被“撞”;“0”表示接近開關復位。
2)刨臺運動的控制電路 由于龍門刨床的實際控制電路,除刨臺的往復運動外,還必須考慮刨臺運動與橫梁、刀架之間的配合等,故控制電路以采用PLC較為方便,其往復控制電路如圖3所示。PLC的輸入信號中,SQ1、SQ2、SQ3、SQ4分別為各切換點的接近開關;按鈕開關SB1用于循環開始,SB2用于緊急停機;SB3、SB4分別為正、反向點動按鈕,這是在調整過程中所必須的。PLC的輸出信號中,Y1、Y2、Y3分別控制變頻器的多段轉速控制端X1、X2、X3;Y5、Y6分別控制變頻器的正轉、反轉。
變頻器的參數設置:
使用C320系列矢量變頻器注意事項:當匹配變頻器容量高于電機容量時,應輸入電機參數進行電機參數自測定且變頻器容量與電機容量相差在兩擋以內。否則由于電機參數不匹配可能導致變頻器輸出力矩達不到理想的輸出要求。
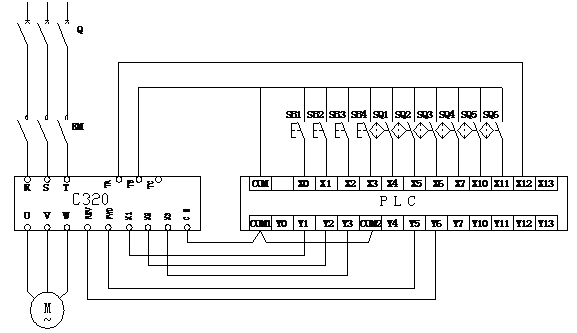
圖3 刨臺變頻調速往復周期控制電路圖
四、變頻器調試要點
在調試變頻器的過程中,主要針對工作臺頻繁換向,快速響應等問題進行調整。
1、注意變頻器與電機的自調諧過程。在選擇矢量控制方式第一次運行前,一定要進行電機的自動調諧工作,以便獲得被控電機的準確電氣參數。這種過程相當于對負載電動機自動地進行一次“等效電路參數測定實驗”,力求達到準確的矢量控制。
2、避免出現爬行現象。由于加工切削量不同、工件重量不等、行程不一、高速運行等嚴重惡劣條件造成或在運動中工作臺慣性大,勢必會在減速與反向過程中會向原方向作一定距離的慣性運動,務必調整變頻器的有關參數,一定要準確控制加減速時間及制動的投入方式,否則會出現越位等故障。
五、應用情況及效果
1、工作方式
在龍門刨床改造前,工作時直流發電機組一直處于運行狀態,特別是在工作間隙,測量工件等,白白耗費大量的空載能量。改造后,龍門刨床只是在工作臺運動時才消耗能量,并且在輕載時變頻器自動節能。
2、運行與維護
改造前,由于刨床使用時間長,各處性能不如最初,換向慣性大,機床維修量大,并且難以維修,特別是勵磁發電機不發電故障。改造后,采用了先進的矢量控制,從性能、穩定性上超過原來,換向慣性小,反向快速響應。變頻器控制柜集中,基本上沒有出現大的故障。
3、環境改善
改造前,發電機組工作時噪音嚴重,高達80dB。改造后,檢測噪音70dB,改善了工作環境,有利于操作工人的身心健康。
4、占地面積
改造前,機組占地面積大,改造后僅為原來的10%。